








Elektrode za varenje i popravak aluminija - ALU-FIX- MADE IN USA
- Cijena
- 35,84 €
Šifra oglasa: 30093234
Osnovne informacije
- Lokacija
- Grad Zagreb, Sesvete, Popovec
- Stanje
- novo
Opis oglasa
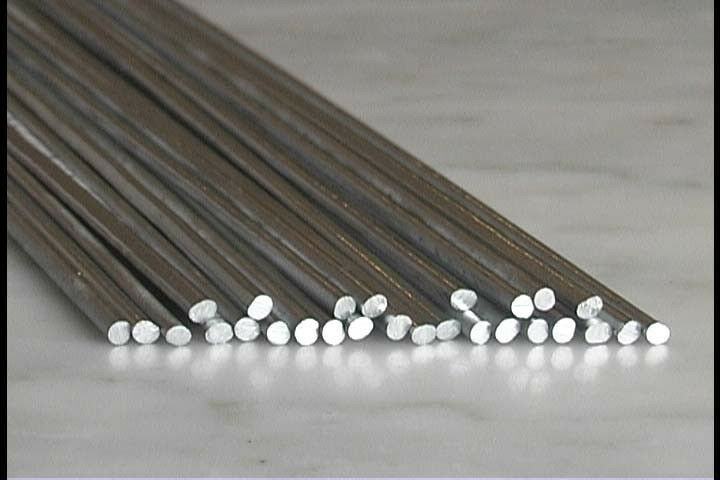
10 štangica - ALU-FIX
Proizvodnja Sjedinjene Američke Države
270 kuna + pdv za 10 komada.
Besplatna dostava u Hrvatskoj i Sloveniji.
CIJENA: 24 kn + PDV za štangicu
dostava nije u cijeni do 10 štangica.
Dimenzija štangice: 46 cm
Promjer štangice: 3,2 mm
Popust na veće količine i za daljnju prodaju
Opcije prema potrebi:
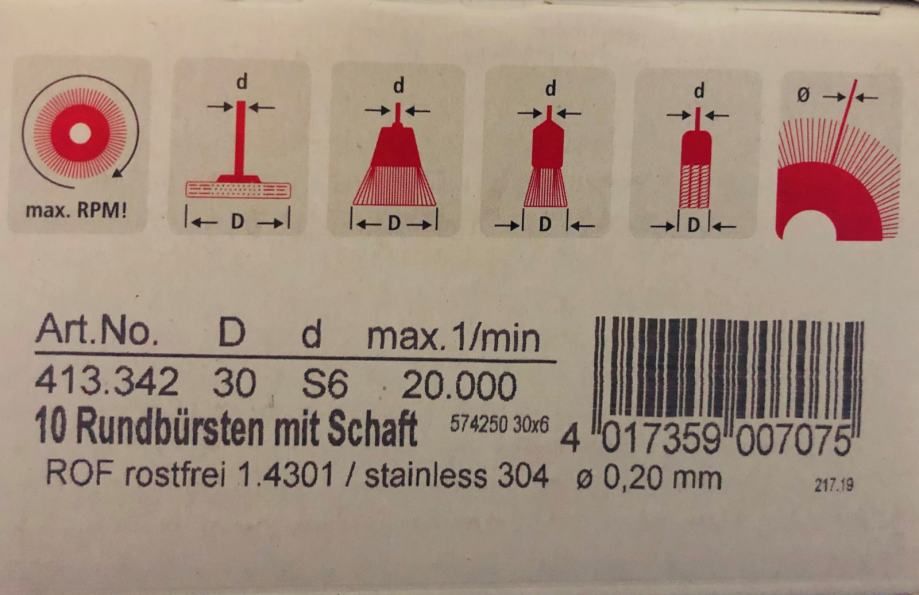
Inox četke 25 kn + PDV profesionalna valovita 0.35
INOX roto četka 30 kn + PDV
Opis
ALU-FIX se može koristiti za brzo i jednostavno zavarivanje aluminijskih dijelova na niskoj temperaturi. ALU-FIX je revolucionarni materijal na polju spajanja aluminija i prevladava neke od glavnih problema povezanih s tradicionalnim metodama.
Jednostavna upotreba - Spajanje s ALU-FIX-om je sličan proces plinskog lemljenja / lemljenja srebra, stoga tradicionalne vještine zavarivanja aluminija nisu potrebne. Poput lemljenja, to je dvostupanjski proces, gdje je prva faza zagrijavanje radnog komada na 380C i 'kositrenje' površina koje se spajaju sa štangicom ALU-FIX-a legura ALU-FIX difuzira u površinu, mijenjajući sastav i smanjenje tališta matične legure. Druga faza je zagrijavanje površina na 380 ° C, čime se površinski slojevi stapaju zajedno. Može se koristiti bilo koji opći izvor topline koji je prikladan za posao, poput kisik-acetilena ili kisik -propan ili tradicionalne kartuše zrak + gorivi plin. Ne treba jako podizati temperaturu radnog komada.
NO NO FLUX / FLUX FUMES - Proces uopće ne zahtijeva topitelj te je stoga bez toksičnih isparenja i nakon obavljenih radova nisu potrebni posebni postupci čišćenja. Svi spojevi koji su pripremljeni pomoću ALU-FIX-a mogu se brusiti, lakirati ili obložiti bez mogućnosti da se premaz 'pokvari' zbog migracije topitelja (fluxa).
Čvrsto spajanje - ALU-FIX tvori pravi spoj, čvrsti spoj. I ako zavarivač ne zagrijava radni komad do tališta, kod pravilno primjene ALU-FIX će se rastopiti i tvorit će leguru s materijalom. Rezultirajući materijal je vrlo tvrd (poput meke verzije mekog čelika), ima dobru zateznu i tlačnu čvrstoću koje služe za ojačanje područja spajanja ili ispunjenog prostora.
Pogledajte druge oglase na temu lemljenja aluminija još su dva i oglasi o plinskim plamenicima.
PREDUVIJETI ZA USPHJEŠNO LEMLJENJ (LOTANJE)
1. Ventilacija
Osigurajte da je prostor radno mjesto dovoljno prozračan prirodno i/ili ventilacijom: postupci lemljenja nikada se ne smiju izvoditi u zatvorenim mjestima ili ako prostorija nije dovoljno prozračna.
2. Razmak između materijala
Osigurajte da će pri temperaturi tvrdog lemljenja spojnica imati odgovarajući razmak (za lemljenje s topiteljem, odgovarajuće razmak „zračnost“ obično se kreću od 0,05 do 0,20 mm).
3. Čišćenje
Pažljivo i temeljno očistite komade koji lemite : površine spoja ne smiju sadržavati onečišćenja, poput ulja, maziva, prašine, masti itd.
4. Flux = topitelj
Na komade nanesite odgovarajuću količinu fluksa kako biste zaštitili spojne površine od oksidacije (napomena: pri spajanju bakra u bakar bakar-fosfornim legurama nije potreban fluks).
5. Montaža i učvršćivanje
Sklopite komade i osigurajte da će oni održati položaj i odstupanje za vrijeme lemljenja (možda će biti potrebno učvršćivanje).
6. Grijanje
Zagrijte ravnomjerno i jednoliko područje spoja, inzistirajući više na težim dijelovima. Ne pokušavajte rastopiti leguru punjenja izravno usmjeravajući plamen na šipku.
7. Lemljenje
Čim komadi dostignu temperaturu za lemljenje, dodajte šipku u područje spoja i pustite da se rastopi i struji. Kapilarno djelovanje povlači staljenu leguru u spoj.
Izbjegavajte pregrijavanje koje bi moglo dovesti do oštećenih ili deformiranih komada, loših spojeva i emisije štetnih isparenja.
8. Čišćenje poslije lemljenja
Nakon lemljenja ostavite komadima da se ohlade i uklonite ostatke fluksa ispiranjem u toploj vodi, četkanjem ili drugim metodama (kemijsko kiselo uklanjanje, ultrazvuk itd.).
Aluminijske legure
Al99,5 99,5 - - - - 647-658 SG-Al99,5 (DIN 1732) 1050 (AWS A5.10)
Al995 FC 99,5 - - - - 647-658 SG-Al99,5 (DIN 1732) 1050 (AWS A5.10)
Aluminij-silicijske legure
AlSi5 Bal 5 - - - 575-630 Al 105 AL 101 4043 (AWS A5.10)
AlSi5 FC Bal 4 - - - 575-630 ~ Al 105 ~ AL 101 ~ 4043 (AWS A5.10)
AlSi12 Bal 12 - - - 575-585 Al 112 AL104 BAlSi-4
Cink-aluminijske legure
AlZn98 2 - - - 98 380 - 405 - - -
AlZn98 FC-NC 2 - - - 98 380-405 - - -
AlZn78 22 - - - 78 441 - 471 - - -
Proizvodnja Sjedinjene Američke Države
270 kuna + pdv za 10 komada.
Besplatna dostava u Hrvatskoj i Sloveniji.
CIJENA: 24 kn + PDV za štangicu
dostava nije u cijeni do 10 štangica.
Dimenzija štangice: 46 cm
Promjer štangice: 3,2 mm
Popust na veće količine i za daljnju prodaju
Opcije prema potrebi:
Inox četke 25 kn + PDV profesionalna valovita 0.35
INOX roto četka 30 kn + PDV
Opis
ALU-FIX se može koristiti za brzo i jednostavno zavarivanje aluminijskih dijelova na niskoj temperaturi. ALU-FIX je revolucionarni materijal na polju spajanja aluminija i prevladava neke od glavnih problema povezanih s tradicionalnim metodama.
Jednostavna upotreba - Spajanje s ALU-FIX-om je sličan proces plinskog lemljenja / lemljenja srebra, stoga tradicionalne vještine zavarivanja aluminija nisu potrebne. Poput lemljenja, to je dvostupanjski proces, gdje je prva faza zagrijavanje radnog komada na 380C i 'kositrenje' površina koje se spajaju sa štangicom ALU-FIX-a legura ALU-FIX difuzira u površinu, mijenjajući sastav i smanjenje tališta matične legure. Druga faza je zagrijavanje površina na 380 ° C, čime se površinski slojevi stapaju zajedno. Može se koristiti bilo koji opći izvor topline koji je prikladan za posao, poput kisik-acetilena ili kisik -propan ili tradicionalne kartuše zrak + gorivi plin. Ne treba jako podizati temperaturu radnog komada.
NO NO FLUX / FLUX FUMES - Proces uopće ne zahtijeva topitelj te je stoga bez toksičnih isparenja i nakon obavljenih radova nisu potrebni posebni postupci čišćenja. Svi spojevi koji su pripremljeni pomoću ALU-FIX-a mogu se brusiti, lakirati ili obložiti bez mogućnosti da se premaz 'pokvari' zbog migracije topitelja (fluxa).
Čvrsto spajanje - ALU-FIX tvori pravi spoj, čvrsti spoj. I ako zavarivač ne zagrijava radni komad do tališta, kod pravilno primjene ALU-FIX će se rastopiti i tvorit će leguru s materijalom. Rezultirajući materijal je vrlo tvrd (poput meke verzije mekog čelika), ima dobru zateznu i tlačnu čvrstoću koje služe za ojačanje područja spajanja ili ispunjenog prostora.
Pogledajte druge oglase na temu lemljenja aluminija još su dva i oglasi o plinskim plamenicima.
PREDUVIJETI ZA USPHJEŠNO LEMLJENJ (LOTANJE)
1. Ventilacija
Osigurajte da je prostor radno mjesto dovoljno prozračan prirodno i/ili ventilacijom: postupci lemljenja nikada se ne smiju izvoditi u zatvorenim mjestima ili ako prostorija nije dovoljno prozračna.
2. Razmak između materijala
Osigurajte da će pri temperaturi tvrdog lemljenja spojnica imati odgovarajući razmak (za lemljenje s topiteljem, odgovarajuće razmak „zračnost“ obično se kreću od 0,05 do 0,20 mm).
3. Čišćenje
Pažljivo i temeljno očistite komade koji lemite : površine spoja ne smiju sadržavati onečišćenja, poput ulja, maziva, prašine, masti itd.
4. Flux = topitelj
Na komade nanesite odgovarajuću količinu fluksa kako biste zaštitili spojne površine od oksidacije (napomena: pri spajanju bakra u bakar bakar-fosfornim legurama nije potreban fluks).
5. Montaža i učvršćivanje
Sklopite komade i osigurajte da će oni održati položaj i odstupanje za vrijeme lemljenja (možda će biti potrebno učvršćivanje).
6. Grijanje
Zagrijte ravnomjerno i jednoliko područje spoja, inzistirajući više na težim dijelovima. Ne pokušavajte rastopiti leguru punjenja izravno usmjeravajući plamen na šipku.
7. Lemljenje
Čim komadi dostignu temperaturu za lemljenje, dodajte šipku u područje spoja i pustite da se rastopi i struji. Kapilarno djelovanje povlači staljenu leguru u spoj.
Izbjegavajte pregrijavanje koje bi moglo dovesti do oštećenih ili deformiranih komada, loših spojeva i emisije štetnih isparenja.
8. Čišćenje poslije lemljenja
Nakon lemljenja ostavite komadima da se ohlade i uklonite ostatke fluksa ispiranjem u toploj vodi, četkanjem ili drugim metodama (kemijsko kiselo uklanjanje, ultrazvuk itd.).
Aluminijske legure
Al99,5 99,5 - - - - 647-658 SG-Al99,5 (DIN 1732) 1050 (AWS A5.10)
Al995 FC 99,5 - - - - 647-658 SG-Al99,5 (DIN 1732) 1050 (AWS A5.10)
Aluminij-silicijske legure
AlSi5 Bal 5 - - - 575-630 Al 105 AL 101 4043 (AWS A5.10)
AlSi5 FC Bal 4 - - - 575-630 ~ Al 105 ~ AL 101 ~ 4043 (AWS A5.10)
AlSi12 Bal 12 - - - 575-585 Al 112 AL104 BAlSi-4
Cink-aluminijske legure
AlZn98 2 - - - 98 380 - 405 - - -
AlZn98 FC-NC 2 - - - 98 380-405 - - -
AlZn78 22 - - - 78 441 - 471 - - -
Karta
Napomena: Prikazana je točna lokacija
Euro Optimum d.o.o.
Svi oglasi ove trgovine
Korisnik je verificirao broj telefona u državi: Hrvatska
- Adresa: Varaždinska 59, 10360 Popovec, Zagreb, Grad Zagreb, Hrvatska
- Web adresa: http://www.euro-optimum.hr
- E-mail: info@euro-optimum.hr
-
- Oglas objavljen
- 11.12.2025. u 16:25
- Do isteka još
- do prodaje
- Oglas prikazan
- 5328 puta
Euro Optimum d.o.o.
Svi oglasi ove trgovine
Korisnik je verificirao broj telefona u državi: Hrvatska
- Adresa: Varaždinska 59, 10360 Popovec, Zagreb, Grad Zagreb, Hrvatska
- Web adresa: http://www.euro-optimum.hr
- E-mail: info@euro-optimum.hr
-